- 适用基材:
- pvc钙粉混合
- 电机功率:
- 200kw
- 线速度:
- 3-8m/min
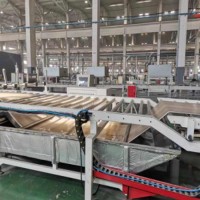
PVC/SPC三合一地板五辊生产线机械设备
SPC地板配方要点
1.PVC树脂:采用乙烯法五型树脂,强度韧性比较好、环保。
2.钙粉的细度:因为添加比例大,直接影响配方成本、加工性能和螺杆料筒的磨损及产品性能,所以不能选择过粗的钙粉,钙粉细度以400-800目为宜。
3.内外润滑:考虑材料在挤出机内高温停留时间长,以及材料的性能以及剥离力的因素,建议采用高性能的蜡控制较小的使用量,并且采用不同的蜡满足初期及中长期的润滑要求。
4.ACR:由于SPC地板钙粉含量高,塑化要求高,除了螺杆类型和加工工艺上的控制,必须通过加入助剂帮助塑化,并且保证熔体有一定的强度,并在压延过程中有一定的延展性。
5.增韧剂:地板不仅仅需要低的收缩率,良好的刚性,而且需要一定的韧性,需要刚性和韧性相互平衡,保证锁扣的牢固度,高温下不发软、以及在低温下保持一定的韧性。CPE韧性好,但是添加份数大的情况降低PVC的刚性,维卡软化温度,且导致收缩率变大。
6.分散剂:由于组份比较多,而且碳酸钙添加比例比较大,因此碳酸钙的侵润分散处理以及各组份分散很重要。通过分散不仅能改善加工性能同时能提高产品的性能,提高拆模周期,减少和延缓螺杆料筒的磨损。
PE蜡不仅仅是润滑剂,而且有分散作用,不过添加量大会影响内外润滑的平衡和熔体强度变差以及增加制品的收缩率及降低剥离力、制品变脆。
环保增塑剂:能起到一定的分散作用,并且帮助塑化,但是用量过大,会影响收缩率,制品维卡温度下降,随着使用时间的推移,制品会变脆。
其他分散剂:氟化类化合物、异氰酸酯类化合物,用量小,效果好,不仅起到分散作用同时还有偶联润滑作用,不过价格高。
加工工艺及控制
1.配方和称量
不同种类重量的物料,需要用相对应精度的衡器,保证称量精度。
物料的集成:方便储存称量流转投料,需要进行抽样复核组份正确度。如果是自动称量系统同样需要复核。
2.混料储存
投料的次序:根据加料的方式决定投料次序。
自动投料混合系统可设置成:填充料大于90℃,处理剂和PVC树脂大于95℃,稳定剂润滑剂大于105-110℃,加工助剂增强剂大于115℃,回料大于120-125℃。
人工加料:PVC树脂+填充料+小料+PVC树脂+填充料+PVC树脂+回料;一次性投料,120-125℃放料。
冷混:必须充分快速冷却,防止物料变质,可冷却到40-45℃。
储存:为保证物料均匀性,需要采用大的储料罐储存并搁置一定时间再使用。
混合好搁置一定时间的料,需要检测不同批次物料的干流性,并且检测物流的流变性能,并且提供分析改进的依据。
注意不同混料机存在混合效果差异,混合温度和时间存在差异。
3.挤出工艺压延贴膜工艺在挤出稳定的前提下进行。
主要控制:辊筒间隙、温度、速度、以及前后速度的匹配。
一对辊筒的间隙和速度确定了地板的基本厚度,应该根据挤出的线速度初步确定。后面覆膜辊筒速度略快一点,保证有一定的涨力,不引起膜拉伸变窄为宜。牵引速度而是如此,不至于板材变形。根据实际情况有的调整慢一点。压花和贴膜,主要依靠辊筒间隙、辊筒温度决定,不同的板材厚度、膜的种类,采用不同的间隙和温度,并且考虑牵引速度的影响。
辊温和速度:应保证压延正常、压花清晰、贴膜粘合牢固、切边充分、膜不变形。
辊筒温度:一般在165-185℃。
前后二对辊筒的间隙,基本一致。二者需要结合起来调整。
92型机组4mm地板参考生产工艺参考:
热混:125℃ 冷混:≦45℃
口模间隙:3.8~4.0中间略小
机身:
一区 二区 三区 四区 五区 合流芯
190 185 180 175 180 165
模具一 模具二 模具三 模具四 模具五 侧板
192 191 190 191 192 195
主机转速:20rpm 主机电流;75A
喂料转速:10rpm
压延间隙:4mm
辊筒温度:175℃
辊筒及牵引速度:600(表值)
4.定型及其他
由于生产过程中的产品还没有定型,因此切割流转避免受力,承载的托盘需要坚固平整。产品检测也需要将基材及成品搁至一定时间进行取样。
常见问题简析--产品成型不良
1、产品尺寸不稳定,定型模不满模,壁厚不均匀
原因:配方内外润滑不合理,定量喂料转速不稳定,螺杆料桶磨损严重,配合间隙不对;
解决方案:改善内外滑剂配比,修正喂料故障,更换料桶和螺杆,调整料桶和螺杆间隙。
2、 产品外观亮泽不均匀、颜色色差偏差明显,表面出现不规则鱼鳞纹;产品性能不良;韧性差,产品偏脆、抗冲击性能不合格;
原因:配方结构不合理,无机填充过高,塑化不良,抗冲材料添加量不足;
解决方案:修正配方结构,适当降低无机填充物含量,修正物料塑化至65%左右,酌情增加抗冲材料。
3、成品产出弯曲,形变,局部下陷;
原因:机头与定型模不在同一平面,挤出速度过快,冷却去水温过高,水压过小水流量不足、水气路不通畅,真空负压不足;
解决方案:矫正机头口模和定型模在同一水平面、降低挤出速度冷却水温,提升水压和流量,调整真空负压检查水路、气路畅通。
结论
只有充分了解产品的质量和加工要求,结合设备、材料,合理设计配方和加工工艺,掌握其作用和相互间的关系和影响,就能平衡好产品质量、生产效率、配方成本、加工成本这几个要素
本公司凭借雄厚的技术力量,先例的生产设备,科学的管理,不断推出本行业的前沿产品石塑地板生产线,石塑地板生产线设备,是当今各国使用广泛的一种新型地面装饰材料的设备,在国内外市场以及亚太市场广受欢迎,在国内也非常普及,发展前景非常广阔。
PVC/SPC三合一地板五辊生产线机械设备







 1、产品图片仅供参考,不能作为您选型购买的依据;2、联系时说明您是在[ 智能装备网 ]看到的。
1、产品图片仅供参考,不能作为您选型购买的依据;2、联系时说明您是在[ 智能装备网 ]看到的。 压延法弹性地板生产线 ¥1200000.00/台
压延法弹性地板生产线 ¥1200000.00/台  防护材料生产线防辐射 ¥1200000.00/台
防护材料生产线防辐射 ¥1200000.00/台  无溶剂人造革生产线机 ¥1200000.00/台
无溶剂人造革生产线机 ¥1200000.00/台  合成革机械设备生产线 ¥1200000.00/台
合成革机械设备生产线 ¥1200000.00/台  水性PU革人造革生产线 ¥1200000.00/台
水性PU革人造革生产线 ¥1200000.00/台  PU人造革生产线机械设 ¥1200000.00/台
PU人造革生产线机械设 ¥1200000.00/台  PVC人造革生产线机械 ¥1200000.00/台
PVC人造革生产线机械 ¥1200000.00/台  密炼开炼压延式LVT地 ¥1200000.00/台
密炼开炼压延式LVT地 ¥1200000.00/台  PVC薄膜压延生产线 ¥1200000.00/台
PVC薄膜压延生产线 ¥1200000.00/台 





 第1年
第1年





 PVC同透地板造粒机组生产线
PVC同透地板造粒机组生产线  LVT地板片材卷材生产线机械设备加工
LVT地板片材卷材生产线机械设备加工 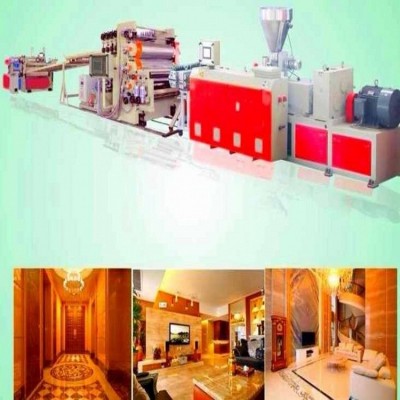 pvc仿大理石板材生产线机械设备
pvc仿大理石板材生产线机械设备  PET发泡地板墙板机械设备制造厂家
PET发泡地板墙板机械设备制造厂家  PVC塑胶卷材专项机械生产设备
PVC塑胶卷材专项机械生产设备  透心地板回火处理设备同质透底地板
透心地板回火处理设备同质透底地板 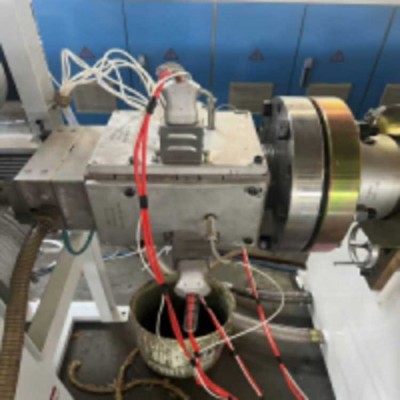 生态木板生产线 塑木机械设备流水线
生态木板生产线 塑木机械设备流水线 











 经营性网站备案信息
经营性网站备案信息 ICP经营许可证
ICP经营许可证 营业执照副本
营业执照副本 不良信息举报中心
不良信息举报中心