


 1、产品图片仅供参考,不能作为您选型购买的依据;2、联系时说明您是在[ 智能装备网 ]看到的。
1、产品图片仅供参考,不能作为您选型购买的依据;2、联系时说明您是在[ 智能装备网 ]看到的。买家还在看
 工程爆破作业邻近古迹 面议
工程爆破作业邻近古迹 面议  LM-3型电线电缆火花试 面议
LM-3型电线电缆火花试 面议  LM-2型电线电缆火花试 面议
LM-2型电线电缆火花试 面议
 CX-1电源线综合试验机 面议
CX-1电源线综合试验机 面议  DP-Ⅱ双钳图形相位伏 面议
DP-Ⅱ双钳图形相位伏 面议  SHZ-D型恒转速源 SHZ 面议
SHZ-D型恒转速源 SHZ 面议
 JD-1B接地电阻表检定 面议
JD-1B接地电阻表检定 面议  JD-1C接地电阻表检定 面议
JD-1C接地电阻表检定 面议  ZX119-10型兆欧表检定 面议
ZX119-10型兆欧表检定 面议

普通会员
工程爆破作业邻近古迹 面议 LM-3型电线电缆火花试 面议 LM-2型电线电缆火花试 面议 CX-1电源线综合试验机 面议 DP-Ⅱ双钳图形相位伏 面议 SHZ-D型恒转速源 SHZ 面议 JD-1B接地电阻表检定 面议 JD-1C接地电阻表检定 面议 ZX119-10型兆欧表检定 面议 
面议
面议

面议
面议
面议
面议
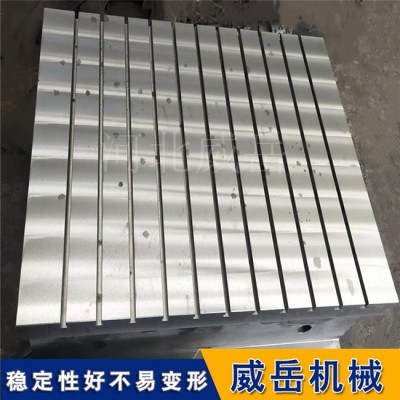
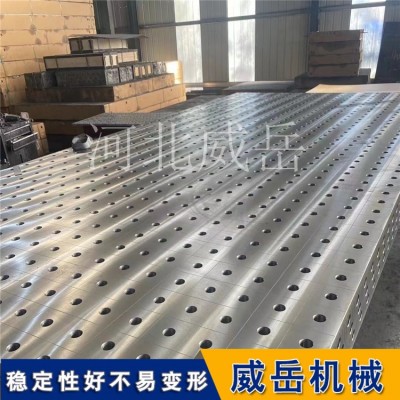
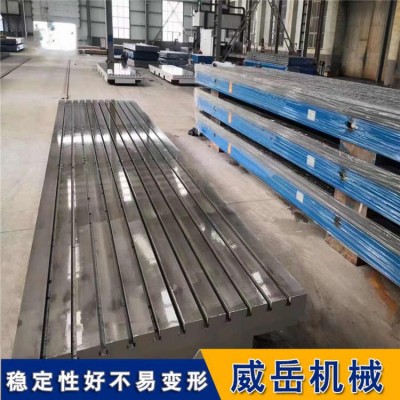
按照在T型槽试验平台的端面和上平面已经画好的加工线找正和装夹T型槽试验平台。用切槽刀刨出直角槽。如果T型槽较小(槽宽小于100mm),顶部直角槽精度要求不高,可在一次走刀中切出,使其宽度等于T形槽槽口的宽度。如果T形槽较小和槽口精度要求较高或T形槽较大时,应粗刨和精刨两次刨出直角槽。
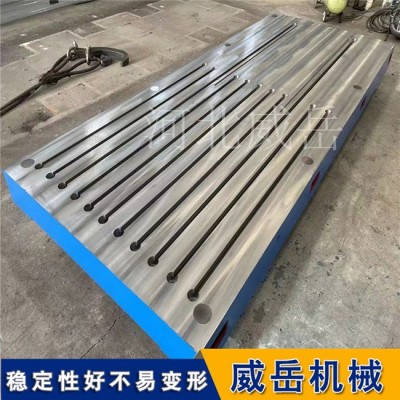
刨侧面左右凹槽。加工前,用铸铁直角尺或铸铁方尺检查弯头切刀切削刃与T型槽试验平台顶面是否垂直,若不垂直,则应重新调整刀具到保证垂直为止。然后用弯头切刀分别刨削左右侧面的凹槽。倒角。用两个主偏角均为45°的尖头刨刀倒角。
T型槽刨削的注意事项:刨T型槽的凹槽时,切削用量要求,并且要用手动走刀,以免损坏刀具和工件。在刨削T型槽过程中要注意刀具的非切削部分不要与T型槽试验平台发生摩擦或碰撞,以免造成事故或产生废品。每次切削行程的终了、回程开始之间,要切刨刀抬出槽处。因此,前后越程都应该适当放大,以便有较充足的进间和空间抬刀或落刀。T型槽平台的生产,若是根据客户提供设计图纸来进行,那这种生产的模式就是一对一的形式,一对一就减少了库存的积压。
刨T型槽试验平台的T型槽注意事项:在刨T型槽时,切削用量有严格要求,需要手动走刀以防止损坏刀具和工件。切削过程中要注意刀具的非切削部分不要与T型槽试验平台发生摩擦或碰撞,每次切削行程结束后,回程开始前要确保刨刀抬出槽处。前后越程要适当放大,以便有充足的时间和空间抬刀或落刀。
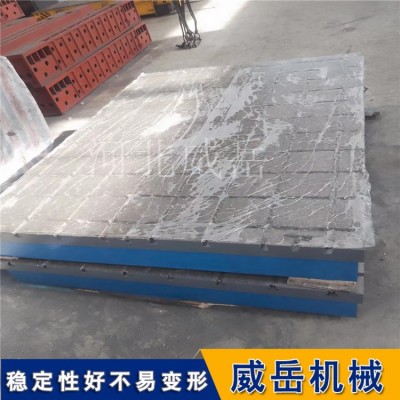
T型槽试验平台刮研技巧与精度恢复:T型槽试验平台的刮研技术是一种传统的手工技艺,主要用于恢复T型槽试验平台的精度。刮研时需要注意下刀的均匀性,刮研刃口应随时修磨,保持锋利。刮削方向应与T型槽试验平台边线成45°左右,连续两次的刮削方向应垂直交叉以保证刮削效果的均匀性。在刮削过程中,要看清点子,落刀要准,避免在一处重复刮两刀,以保证表面的T型槽试验平台平整度和精度。
15533753786

面议

¥1500000.00/件

面议

面议

面议

¥1100000.00/件

面议

面议

面议

面议
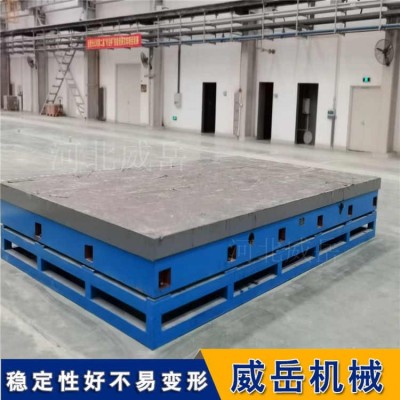
本网页所展示的有关【T型槽试验平台 防锈标准铸铁平台 拼接保平面度】的信息/图片/参数等由的会员【 河北威岳机械责任有限公司 】提供,由智能装备网会员【 河北威岳机械责任有限公司 】自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,交易前请与卖家联系,谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。您在本网页可以浏览【T型槽试验平台 防锈标准铸铁平台 拼接保平面度】有关的信息/图片/价格等及提供 【T型槽试验平台 防锈标准铸铁平台 拼接保平面度】的商家公司简介、联系方式等信息。
在您的合法权益受到侵害时,请您致电0755-27219112,我们将竭诚为您服务,感谢您对智能装备网的关注与支持!

周一至周五 AM9:00 - PM18:00
站务与合作:info@deppre.com
广告与积分:2528074116@qq.com

扫码关注或加入QQ群(577347244)
 第1年
第1年





 使用中铸铁装配平台对划痕进行修护
使用中铸铁装配平台对划痕进行修护 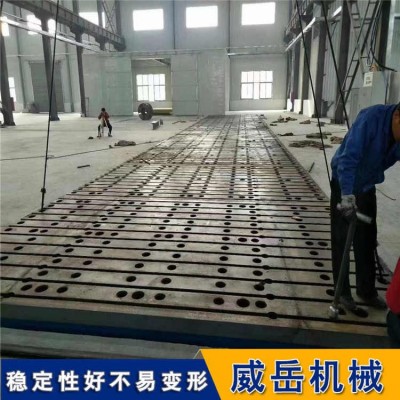 铸铁地轨 T型槽地轨 50米60米拼接使
铸铁地轨 T型槽地轨 50米60米拼接使  持续供应铸铁T型槽地轨铸铁测试平台
持续供应铸铁T型槽地轨铸铁测试平台  让创造新风充盈T型槽装配平台行业
让创造新风充盈T型槽装配平台行业  T型槽试验平台铸造水平影响平台质量
T型槽试验平台铸造水平影响平台质量  T型槽装配平台表面处理好,精准度高
T型槽装配平台表面处理好,精准度高  研磨如何提高T型槽装配平台的精度
研磨如何提高T型槽装配平台的精度 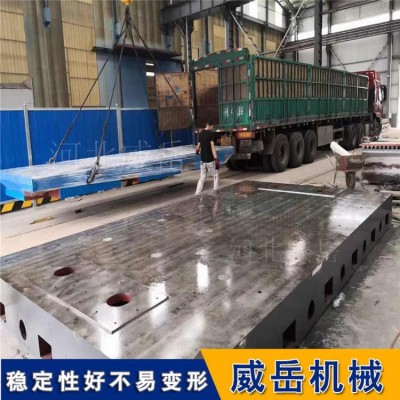 全国发货 铸铁试验平台耐磨 铸铁平
全国发货 铸铁试验平台耐磨 铸铁平  铸铁试验平台的生产工艺流程知道少
铸铁试验平台的生产工艺流程知道少 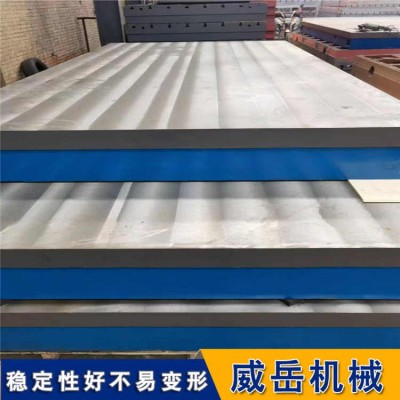 苏州工厂铸铁试验平台铸铁装配平台
苏州工厂铸铁试验平台铸铁装配平台  经营性网站备案信息
经营性网站备案信息 ICP经营许可证
ICP经营许可证 营业执照副本
营业执照副本 不良信息举报中心
不良信息举报中心