- 材质:
- 灰铁和球磨
- 硬度:
- HB170-240
- 精度:
- 0-3级
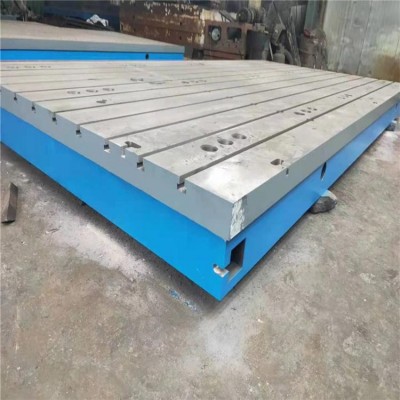
北重铸铁刮研平台适用于各种检验工作,精密测量的基准平面,铸铁刮研平台用于机床检验测量基准;检查零部件的尺寸精度或形位偏差,并做精密划线,铸铁刮研平台在机械制造中也是不可以缺少的基本工具。铸铁刮研平台广泛应用于机械制造、化工、五金、航空航天、石油、汽车制造、仪器仪表制造等行业。
铸铁刮研平台的刮研工艺:首选是铸铁刮研平台粗刮:若工件表面比较粗糙、加工痕迹较深或表面严重生锈、不平或扭曲、刮削余量在0.005mm以上时,应先粗刮。粗刮的特点是采用长刮刀,行程较长(10mm---15mm之间),刀痕较宽(10mm),刮刀痕迹顺向,成片不重复。机械加工的刀痕刮除后,即可研点,并按显出的高点刮削。当工件表面研点每25mm*25mm上为4-6点,表面粗糙度为(Ra2.5--Ra3.2)时停止粗刮。
再就是铸铁刮研平台细刮:细刮就是将粗刮后的高点刮去,其特点是采用短刮法(刀痕宽约6-8mm,长10-12mm),研点分散快。细刮时要朝着一定方向刮,刮完一遍,刮第二遍时要成45度或60度方向交叉刮出网纹。当平均研点每25mm*25mm上为10-14点,平面度达到0.01mm/500mm²,表面粗糙度(Ra1.6--Ra3.2)同时应兼顾形位公差时,即可结束细刮。
铸铁刮研平台精刮:在细刮的基础上进行精刮,采用小刮刀或带圆弧的精刮刀,刀痕宽约(5-mm,或者更短)平均研点每25mm*25mm上应为20--25点,平面度达到0.01mm/500mm²以下,表面粗糙度为Ra0.8--Ra1.6时结束细刮。常用于检验工具、精密导轨和紧密工具接触面的刮削。
铸铁刮研平台刮花:刮花的作用一是美观,二是有积存润滑油的功能。一般常见的花纹有:斜花纹、燕形花纹和鱼磷花纹等。另外,还可通过观察原花纹的完整和消失的情况来判断平面工作后的磨损程度。
铸铁刮研平台人工刮研时平面修复加工的方法之一,其目的是为了降低表面的粗糙度值,提高接触精度和几何精度,从而提高机床及平面度整体的配合刚度、润滑性能、机械效益和使用寿命;如果仅用平面磨床和导轨磨床加工是难以达到最佳效果的。人工刮研更是高档机床设备和铸铁平板、精密工量具所必需的加工工艺。
免责声明
本网页所展示的有关【刮研平台适用行业,铸铁刮研平板,刮研工作台,北重铸铁平板加工制造厂家】的信息/图片/参数等由的会员【 泊头市北重机械制造有限公司 】提供,由智能装备网会员【 泊头市北重机械制造有限公司 】自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,交易前请与卖家联系,谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。您在本网页可以浏览【刮研平台适用行业,铸铁刮研平板,刮研工作台,北重铸铁平板加工制造厂家】有关的信息/图片/价格等及提供
【刮研平台适用行业,铸铁刮研平板,刮研工作台,北重铸铁平板加工制造厂家】的商家公司简介、联系方式等信息。
在您的合法权益受到侵害时,请您致电0755-27210422,我们将竭诚为您服务,感谢您对智能装备网的关注与支持!






 1、产品图片仅供参考,不能作为您选型购买的依据;2、联系时说明您是在[ 智能装备网 ]看到的。
1、产品图片仅供参考,不能作为您选型购买的依据;2、联系时说明您是在[ 智能装备网 ]看到的。 t型槽地轨采购选生产 ¥6791.00/件
t型槽地轨采购选生产 ¥6791.00/件 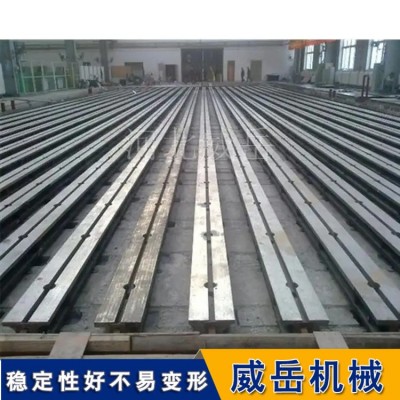 地平铁生铁价出售加工 ¥5870.00/件
地平铁生铁价出售加工 ¥5870.00/件  装配平台配套M30螺栓 ¥5120.00/件
装配平台配套M30螺栓 ¥5120.00/件  铸铁地梁地槽铁水泵性 ¥6791.00/件
铸铁地梁地槽铁水泵性 ¥6791.00/件  精密铸铁定盘平台@定 面议
精密铸铁定盘平台@定 面议 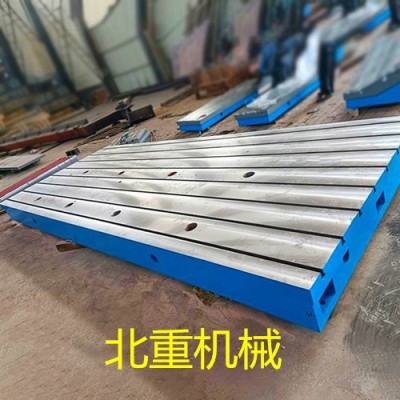 测功机铁地板@测功机 面议
测功机铁地板@测功机 面议  大型装配铁地板@试验 面议
大型装配铁地板@试验 面议 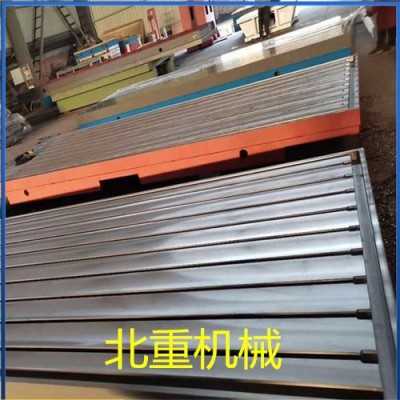 大型铸铁平板精度高@ 面议
大型铸铁平板精度高@ 面议 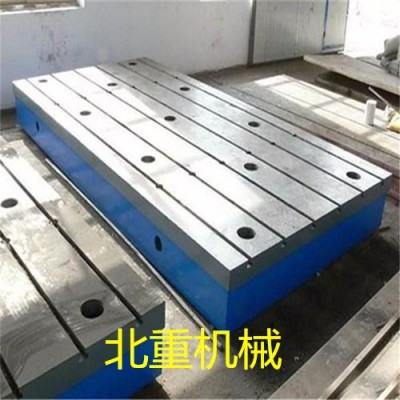 镗铣床铸铁工作台定制 面议
镗铣床铸铁工作台定制 面议 



 第1年
第1年





 铸铁定盘平台-HT200定盘工作台-球磨
铸铁定盘平台-HT200定盘工作台-球磨  焊接铸铁平台,焊接钳工工作台,焊
焊接铸铁平台,焊接钳工工作台,焊  划线铸铁平台,划线平板,划线研磨
划线铸铁平台,划线平板,划线研磨  压沙平台;铸铁压沙平板;压沙平板
压沙平台;铸铁压沙平板;压沙平板  三坐标铸铁平台结构材料-铸铁试验平
三坐标铸铁平台结构材料-铸铁试验平  4.9米圆形铸铁平台,检验圆形平板,
4.9米圆形铸铁平台,检验圆形平板,  北重工厂生产U型槽铸铁平台-检验机
北重工厂生产U型槽铸铁平台-检验机  机床圆平台图片,圆形铸铁平板精度
机床圆平台图片,圆形铸铁平板精度  动力试验铁地板,动力系统试验平板
动力试验铁地板,动力系统试验平板  T型槽铸铁平台,铸铁工作台可开槽,
T型槽铸铁平台,铸铁工作台可开槽, 









 经营性网站备案信息
经营性网站备案信息 ICP经营许可证
ICP经营许可证 营业执照副本
营业执照副本 不良信息举报中心
不良信息举报中心