




 1、产品图片仅供参考,不能作为您选型购买的依据;2、联系时说明您是在[ 智能装备网 ]看到的。
1、产品图片仅供参考,不能作为您选型购买的依据;2、联系时说明您是在[ 智能装备网 ]看到的。买家还在看
 岩棉复合板 板面平整 面议
岩棉复合板 板面平整 面议  彩钢岩棉板 保温隔热 面议
彩钢岩棉板 保温隔热 面议  昭和(SHODEX)KC-811 面议
昭和(SHODEX)KC-811 面议
 钢结构复合板岩棉彩钢 面议
钢结构复合板岩棉彩钢 面议  LM-3型电线电缆火花试 面议
LM-3型电线电缆火花试 面议  LM-2型电线电缆火花试 面议
LM-2型电线电缆火花试 面议
 HVZ-2型高压表 HVZ-3 面议
HVZ-2型高压表 HVZ-3 面议  NC-3型耐压机校准仪 面议
NC-3型耐压机校准仪 面议  CX-1电源线综合试验机 面议
CX-1电源线综合试验机 面议

普通会员
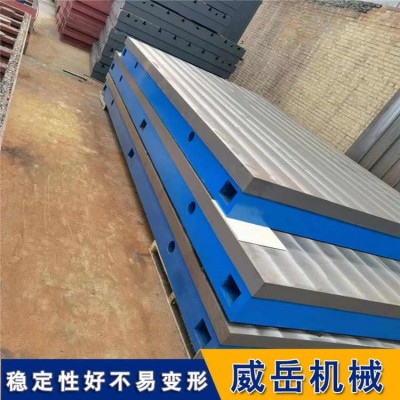
岩棉复合板 板面平整 面议 彩钢岩棉板 保温隔热 面议 昭和(SHODEX)KC-811 面议 钢结构复合板岩棉彩钢 面议 LM-3型电线电缆火花试 面议 LM-2型电线电缆火花试 面议 HVZ-2型高压表 HVZ-3 面议 NC-3型耐压机校准仪 面议 CX-1电源线综合试验机 面议 T型槽装配平台使用HT250材质铸造,工作面采用人工刮研工艺,工作面上可加工T型、V型、U型槽,也可打圆孔、条形孔。主要用于工件检测或划线,是一种平面其准器具。
T型槽装配平板的精度等级可分为0级、1级、2级、3级, T型槽装配平台在铸造成型后,经热处理和机床粗加工就进入了为关建的刮研阶段,这也是T型槽装配平台精度高的原因。在刮研全过程中,一般都要经历粗刮、细刮、精刮三个阶段。
粗刮阶段:粗刮的应先解决形位误差问题。粗刮刀迹要宽大、要大刀阔斧地进行。对每个点只刮一次不刮二次。刀迹方向是同方向顺次排列,每轮变换一次。经过反复循环不断刮研,黑点由少变稠密,由不均匀分布至均匀分布,当任意刮方25mm×25mm达到4~6点时,表面粗糙度达到Ra2.5~Ra3.2时即告粗刮阶段中止。
细刮阶段:细刮在粗刮基础上进行。细刮的任务主要解决表面质量问题,即接触精度、几何精度,平面度达到0.01mm/500mm2、表面粗糙度Ra1.6~Ra3.2,同时还要兼顾到形位误差。精刮阶段:精刮是在细刮基础上进行的,精刮的任务是进行提高刮研表面质量,兼顾、核定形位误差。当黑点增加到每任意方20~25点时,即精刮结束,其T型槽装配平台平面度应为0.01mm/500mm2以下,表面粗糙度为Ra0.8~Ra1.6。
一、 T型槽装配平台生产工艺流程
1. 原料准备
铸造工艺流程的一步是准备需要的原料。T型槽装配平台制造所需要的原料包括生铁、废钢、生铁铸坯、连铸坯等。这些原料需要经过筛、清洗、切割等工序后,方可用于下一步的生产过程。
2. 熔炼
熔炼是铸造工艺流程中非常关键的环节。在铸造T型槽装配平台时,需要将预先准备好的原料放入熔炉中进行熔化。熔化后的液体金属需要进行测温、合金调整等工序,确保其质量符合要求。
3. 浇注
浇注是铸造工艺流程中的关键步骤。在这一步骤中,需要将已经熔化好的液态金属倒入模具中,待其冷却成型后,即可得到T型槽装配平台。浇注过程需要注意浇注口的大小、位置和流量等因素,以确保T型槽装配平台质量。
4. 冷却
铸造完成后,需要将T型槽装配平台进行冷却。冷却需要根据T型槽装配平台的厚度、尺寸和材料等因素,进行适当的时间和方式选择。在T型槽装配平台制造过程中,常采用水、空气、油等介质进行冷却。
5. 去砂
铸造完成后,需要将T型槽装配平台上的砂粒清理干净。去砂需要使用各种磨砂工具、喷砂工具和清洗设备,将T型槽装配平台表面的砂粒和残留物清理干净。
联系人:销售部卫经理 15533753786
详询可登陆我们的官网:http://www.chinaweiyue.com/

¥3500.00/件

¥420.00/件

面议

¥3500.00/件

面议

¥350.00/件

¥950000.00/件

面议

面议

面议
本网页所展示的有关【让创造新风充盈T型槽装配平台行业】的信息/图片/参数等由的会员【 河北威岳机械责任有限公司 】提供,由智能装备网会员【 河北威岳机械责任有限公司 】自行对信息/图片/参数等的真实性、准确性和合法性负责,本平台(本网站)仅提供展示服务,交易前请与卖家联系,谨慎交易,因交易而产生的法律关系及法律纠纷由您自行协商解决,本平台(本网站)对此不承担任何责任。您在本网页可以浏览【让创造新风充盈T型槽装配平台行业】有关的信息/图片/价格等及提供 【让创造新风充盈T型槽装配平台行业】的商家公司简介、联系方式等信息。
在您的合法权益受到侵害时,请您致电0755-27219112,我们将竭诚为您服务,感谢您对智能装备网的关注与支持!

周一至周五 AM9:00 - PM18:00
站务与合作:info@deppre.com
广告与积分:2528074116@qq.com

扫码关注或加入QQ群(577347244)
 第1年
第1年




 电机试验平台精度高,便利工件切割
电机试验平台精度高,便利工件切割  聚焦需求者急难愁盼,推动T型槽试验
聚焦需求者急难愁盼,推动T型槽试验  铸铁试验平台凭什么驰名当世
铸铁试验平台凭什么驰名当世  铸铁平台的简介和使用方法
铸铁平台的简介和使用方法 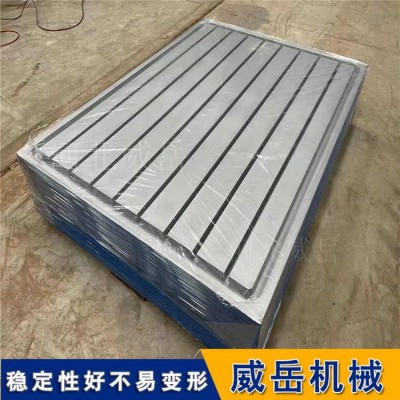 铸造时如何避免横竖槽铸铁平台发生
铸造时如何避免横竖槽铸铁平台发生  试验平台和装配平台的差异和共同点
试验平台和装配平台的差异和共同点  三维焊接平台整合工件操作面,高效
三维焊接平台整合工件操作面,高效  铸铁地轨铸造技术高超,加工工艺好
铸铁地轨铸造技术高超,加工工艺好  铸铁试验平台在科技研究领域如何发
铸铁试验平台在科技研究领域如何发  T型槽装配平台至关重要的厚度要求
T型槽装配平台至关重要的厚度要求  经营性网站备案信息
经营性网站备案信息 ICP经营许可证
ICP经营许可证 营业执照副本
营业执照副本 不良信息举报中心
不良信息举报中心