




| 介质类型 | 塑料 |
|---|---|
| 适用原材料 | ABS、PLA |
| 打印精度 | 0.05mm |
| 成型方法 | fdm |
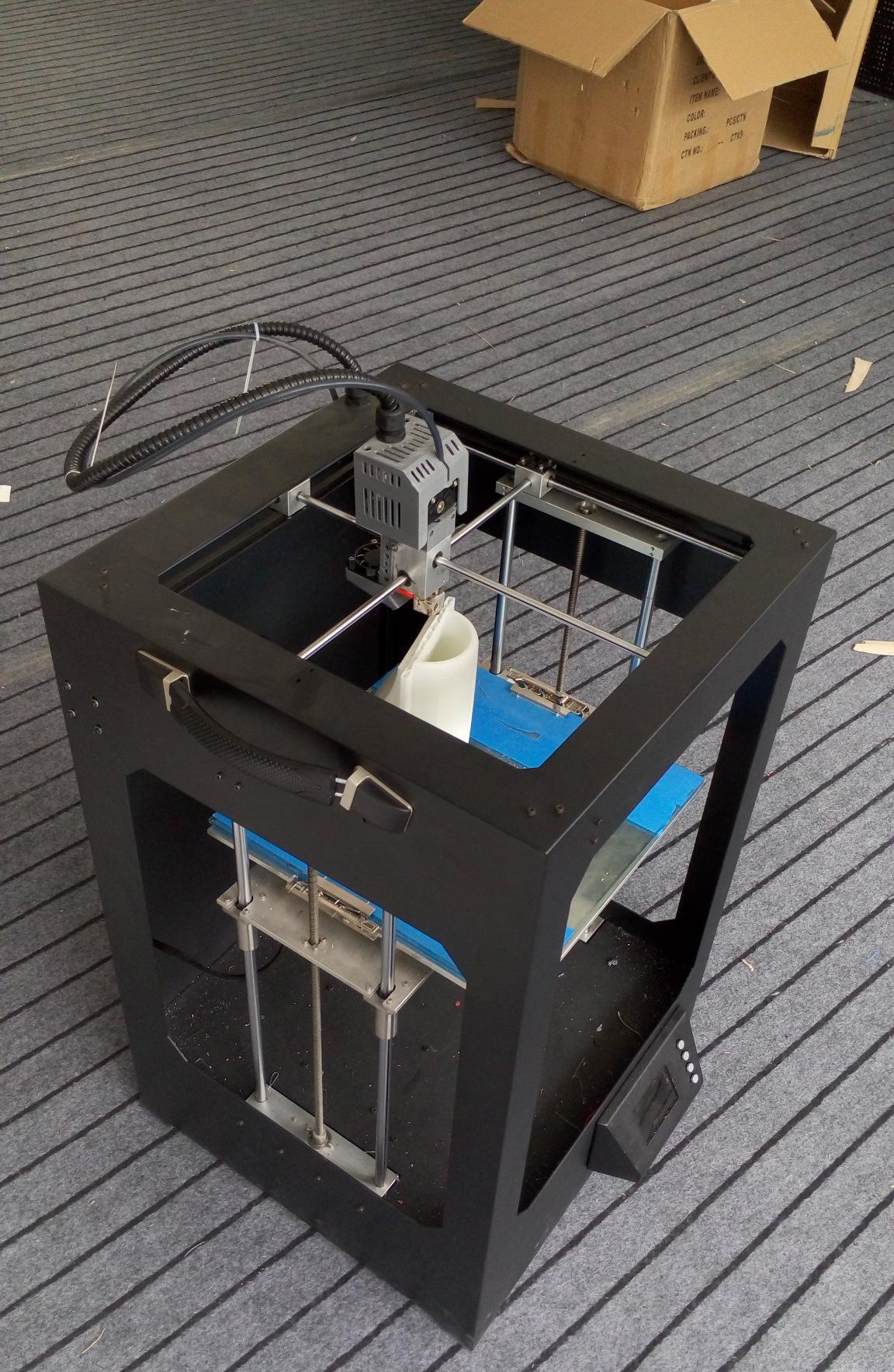
| 打印尺寸 | 300*300*400 |
| 喷嘴直径 | 0.4mm |
| 层厚 | 0.15 |
| 定位精度 | 0.029 |
| 加热板温度 | 50 |
| 喷头温度 | 230 |
| 运动速度 | 20mm---120mm |
| 实际功率 | 500w |
| 输入电压 | 220(V) |
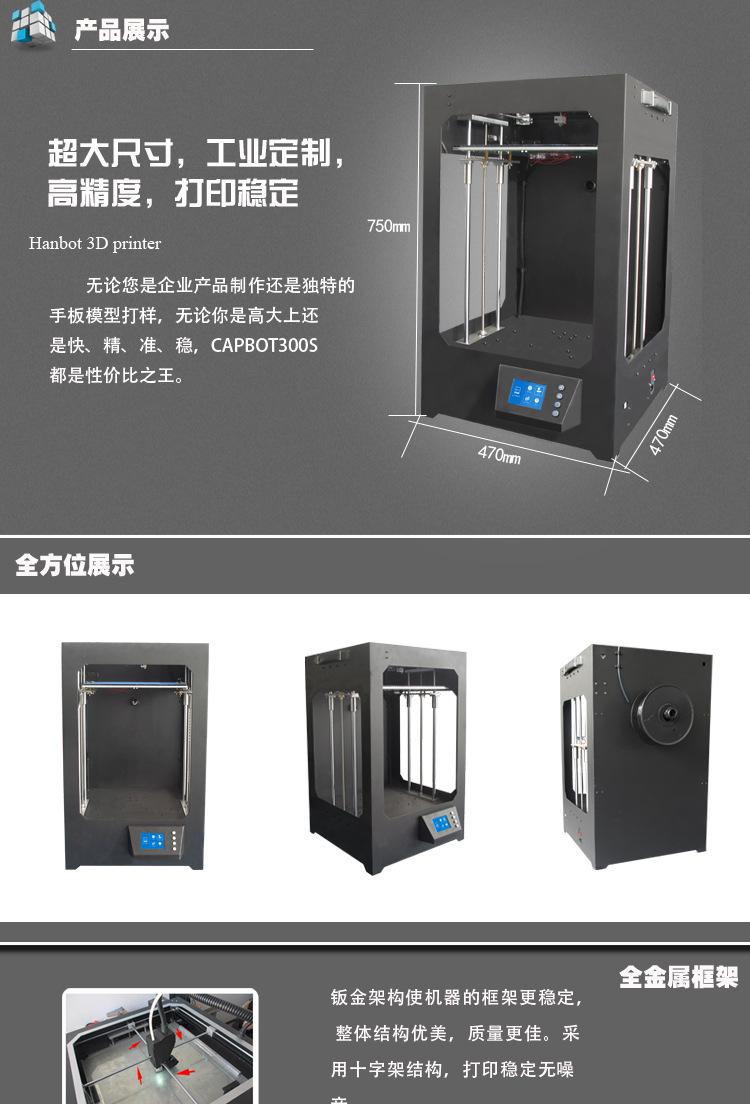
| 产品外型尺寸 | 470*470*750 |
| 产品重量 | 30kg |
| 适用场景 | 商用 |
| 售后服务 | 质保一年 |
| 品牌 | CAPBOT |
| 型号 | 150s |
一、45度法则
记住 45 度法则,任何超过 45 度的突出物都需要额外的支撑材料或是高明的建模技巧来完成模型打印,设计你自己的支撑或连结物件(锥形物或是其他的支撑材料),并将它们设计进你的模型之中。
二、尽量避免在设计时使用支撑材料
虽然支撑用的演算法随着时间一直在进步,但是支撑材料在去除后仍会在模型上留下很丑的印记,而去除的过程也会非常耗时。尽量在没有支撑材料的帮助下设计你的模型,让它可以直接进行3D打印。
三、尽量自己设计打印底座
善用“**耳朵( mouse ear )”。“**耳朵”是一种圆盘状或是圆锥状的底座,把它们设计到你的模型之中,不要使用软体内建的底座模型。东尼.布塞尔( Tony Buser )的“**尾翼(Mouse Eared Rocket Fincan )”和凯西的“温莎椅(Windsor Chairs )”都是善用这个设计巧思的杰出例子。不要使用内建的打印底座( raft ),它会拖累你的打印速度,此外根据不同软体或是打印机的设定,内建的打印底座可能会难以去除并且损坏模型的底部。
四、了解自己打印机的极限
了解自己模型的细节,有没有一些微小的凸出物或是零件因为太小而无法使用桌面型 3D 打印机打印呢?在你的打印机中,有一个很重要但常常被忽略的变数,那**是线宽( thread width )。
线宽是由打印机喷头的直径来决定的,大部分的打印机拥有直径是 0.4mm 或是 0.5mm 的喷头。事实上, 3D 打印机画出来的圆,大小都会是线宽的两倍。举例来说:一个 0.4mm 的喷头画出来的圆**小直径是 0.8mm ,而 0.5mm 的喷头画出来的**小直径则是 1mm **像凯西在影片里说的基本原则:“你能创造的**小物件不会小于线宽的两倍。”
五、为需要连接的零件选择合适的容许公差
为拥有多个连接处的模型设计你觉得合适的容许公差。要找到正确的公差可能会有些困难,凯西计算正确公差的技巧是:在需要紧密接合的地方(压合或连结物件)预留 0.2mm 的宽度;给较宽松的地方(枢纽或是箱子的盖子)预留 0.4mm 的宽度。你必须亲自为自己的模型做测试,才能为你要创造的东西决定适合的容许公差。
六、适度的使用外壳(Shell)
在要求精度的模型上不要使用过多的外壳,像是对于一些印有微小文字的模型来说,多余的外壳会让这些精细处模糊掉。
七、善用线宽
善加利用线宽来当作你的优势。如果你想要制作一些可以弯曲或是厚度较薄的模型,将你的模型厚度设计成一个线宽厚。你可以看看凯西的《可弯曲的灵感(Flexible Inspiration )》作品集,这个在 Thingiverse 上的作品集提供了很多这个技术的使用例子。
八、调整打印方向以求**精度
永远以可行的**分辨率方向来做为你的模型打印方向。如果有需要,可以将模型切成好几个区块来打印,然后再重新组装。对于使用熔融沉积(Fused-Filament Fabrication,FFF)技术的打印机来说,你只能控制Z 轴方向的精度,因为XY 轴的精度已经被线宽决定了,如果你的模型有一些精细的设计,确认一下模型的打印方向是否有能力印出那些精细的特征。
九、根据压力来源调整打印的方向
当受力施加在模型上时,我们要保持模型不会毁坏。确保你的打印方向以减少应力集中在部分区域,我们可以调整打印的方向让打印线垂直于应力施加处。同样的原理也可以运用在常用来打印大型模型的ABS 树脂上,在打印的过程中,这些大型模型可能会因为在打印台上冷却的关系而沿着Z 轴的方向裂开。
十**终目标:打印且正确摆放你的模型设计
利用位置设计来打印包含了多种综合型物件是熔融沉积打印机的**目标」。在这里凯西有很多技巧来教你如何「在合适的位置打印你的设计」:把设计物件放在打印平台上,连结这些邻近的物件,并在间隔处小心地打印。
